Konfiguration
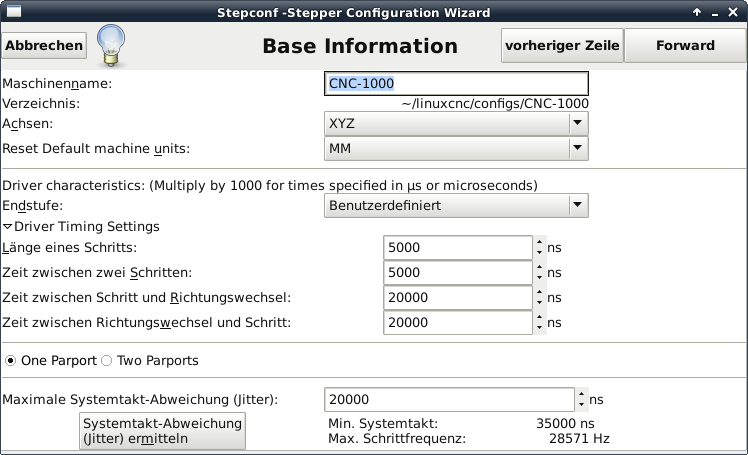
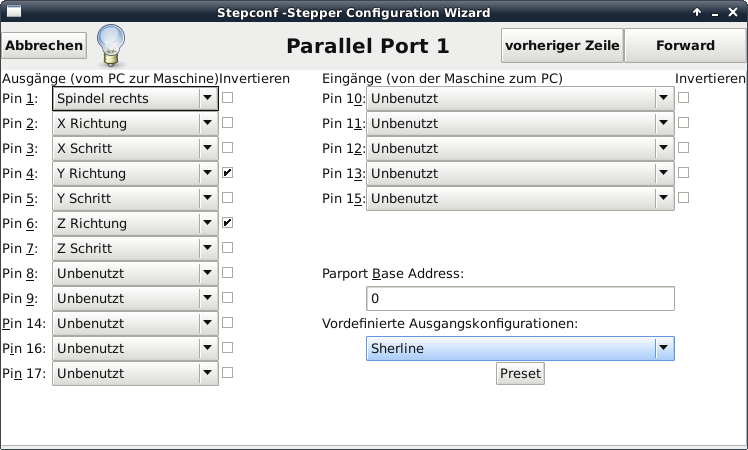
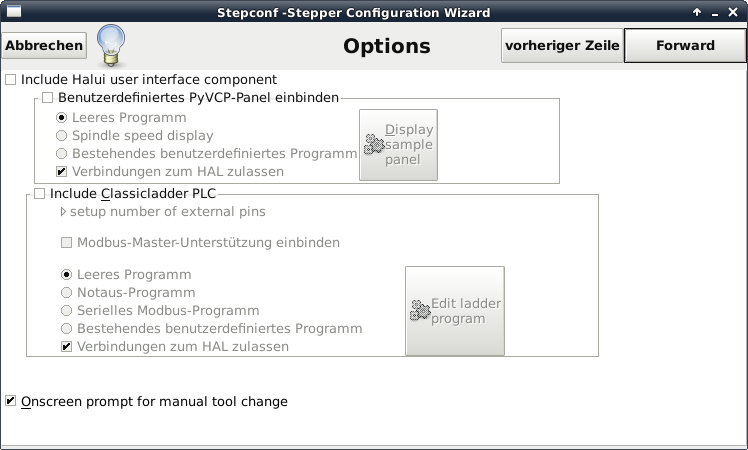
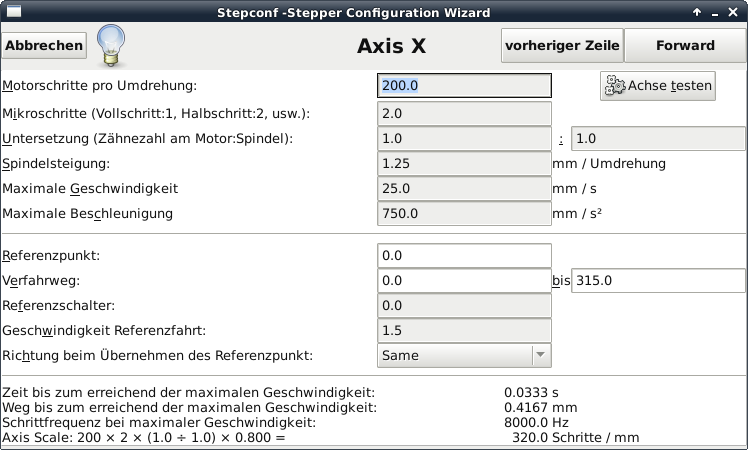
Als erstes stelle ich hier meine mit Stepconf erzeugte Konfiguration für die Schwanekamp CNC-1000 vor :
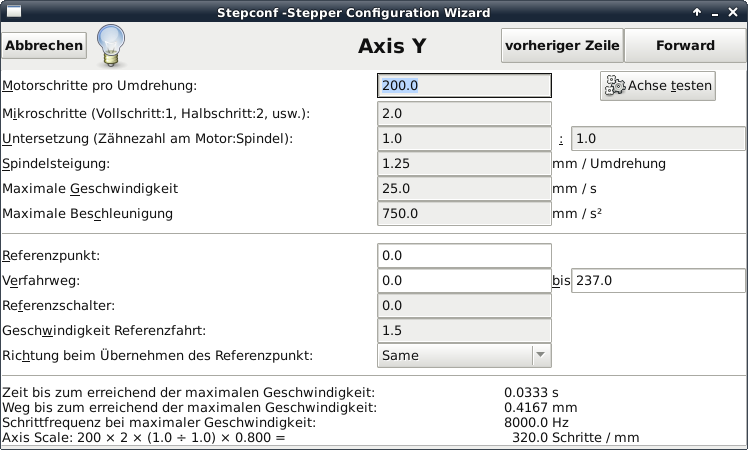
Mit Referenzschaltern
Die Konfiguration mit Referenzschaltern bedingt, daß der Nullpunkt der Fräsdaten an der durch die Lage der Referenzschalter bestimmten Stelle liegt. Die Schalter müssen also den eigenen Vorlieben entsprechend an der Maschine positioniert werden. Bei meiner Fräse sitzen die Schalter so:- X-Achse - links
- Y-Achse - hinten
- Z-Achse - oben
Die Schalter lassen sich aber fast beliebig positionieren. Nur möchte ich das nicht dauernd, abhängig von den Fräsdaten und dem Werkzeug, machen.
Ohne Referenzschalter
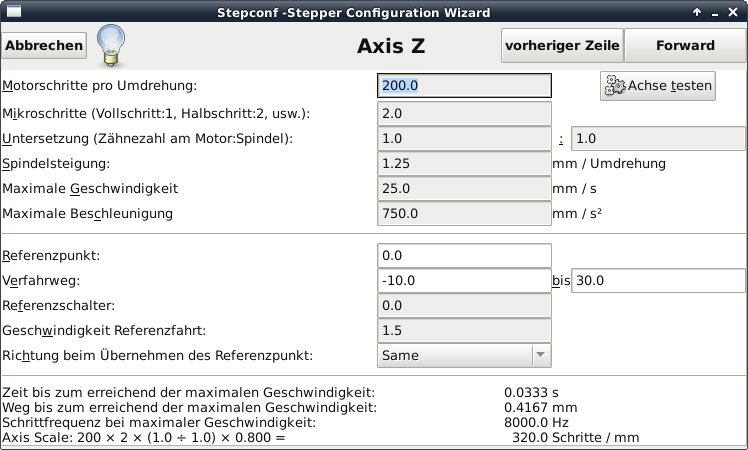
Die Konfiguration ohne Referenzschalter hat für mich den Vorteil, den X-Y-Nullpunkt beliebig irgendwo im Bereich des Tisches positionieren zu können.Die Einstellung erfolgt direkt in LinuxCNC durch Anfahren des Punktes und Auslösen der Referenzfahrt für die entsprechende Achse.
Für die Z-Achse verfahre ich nach unten, bis ein Blatt Papier gerade noch mit sanfter Gewalt zwischen dem Fräser und dem Rohling hervorzuziehen ist. Dann wird die Referenzfahrt ausgelöst. Wichtig ist bei dieser Verfahrensweise, daß in der Z-Richtung positiv (bei mir nach oben) und negativ gefahren werden kann und die Wege so begrenzt sind, daß weder der Schlitten oben anstoßen kann, noch der Fräser durch das Werkstück durchsticht.
Da am Druckerport meines Rechners der Pin 13 (X-Referenzschalter) nicht reagiert, kann ich z.Z. ohnehin nur die zweite Möglichkeit benutzen.
Wartung
Motortreiber
Der Motortreiber braucht eigentlich keine Wartung. Allerdings sollte man ab und zu mal nachsehen, wieviel Staub sich im Gehäuse gesammelt hat. Die Leistungs-ICs sind zwar auf einem Kühlkörper montiert. Aber wenn der zugestaubt ist oder die Lüftungsschlitze des Gehäuses verstopft sind, nützt auch das nichts mehr, das Gerät überhitzt.
Fräse
Bei der Fräse sind Staub und/oder Metallspäne ein Problem - schließlich gehts hier um Präzisionsmechanik. Auf Sauberkeit ist also zu achten, der Einsatz eines Staubsaugers ist empfehlenswert. Dabei sollte man auch mal von unten reinigen. Es ist erstaunlich, wieviel Dreck sich unter der Maschine sammelt.Der Tisch, die Verstellung im Portal und die Mechanik für das Auf- und Ablaufen auf Kugellagern stützen sich mit sehr wenig Spiel an Stahlrundstäben ab. Auch hier ist auf gute Sauberkeit zu achten.
Soweit das eigentlich Selbstverständliche.
Beim Einstellen - zum Glück nicht beim Fräsen - ist mir aber noch ein mechanisches Problem
untergekommen:
Der Tisch (Y-Richtung) bewegte sich nur noch nach hinten, nach vorne ging nichts mehr. Mit der Hand an
der Achse nachgeholfen, brauchte es schon einige Kraft, den Tisch zu bewegen.
Ich baute also den Tisch ab. Zuerst den einen Lagerbock, dann die Halterung an der Vortriebswelle.
Dann konnte ich den Tisch entnehmen und den zweiten Lagerbock abbauen. Dabei ist es wichtig, die
Winkel am Tisch zu belassen! Diese sorgen für die genaue Passung des Tischs an der restlichen
Mechanik.
Die nächste Erkenntnis war: zwei Kugellager waren fest, die restlichen liefen nur noch recht
schwer! Daß Dreck in beidseitig geschlossene Lager eindringt, sei fast unmöglich, habe ich
mir sagen lassen.
Ich öffnete die Lager trotzdem. Mit einer Stecknadel lässt sich die Haltefeder einer
Deckscheibe recht gut herausdrücken - aber Vorsicht, sie springt leicht weg! Drinnen sah es wie
erwartet aus - verdreckt. Einweichen in Spiritus ist das Erste. Anschließend reingte ich jedes
Lager mit Spiritus und einer Zahnbürste, ebenso die Deckel. Die meisten Lager liefen dann schon
sehr gut, aber das bringt ja so noch nichts. Ich fettete jedes Lager mit Kugellagerfett aus dem
Modelleisenbahnbedarf, bis alle wieder sauber rund liefen. Zuletzt noch die Deckscheiben drauf und die
Federn eingesetzt, dann waren die Lager wieder bereit zum Einsatz.
Ich reinigte die Stahlrundstäbe ebenfalls mit Spiritus. Dort hatte sich eine deutlich
fühlbare Dreckspur abgesetzt.
Der Zusammenbau geht in der umgekehrten Reihenfolge wie das Zerlegen.
Jetzt läuft alles wieder ordentlich.